


Компания 3D печати и
прототипирования
прототипирования
Рассчитаем
цену в течение
29 минут:
цену в течение
29 минут:








Наше промышленное оборудование позволяет реализовать любые инженерные задачи без ограничений: от функциональных прототипов и корпусов электроники до сложных архитектурных макетов и мастер-моделей для литья.

Просто опишите задачу или пришлите ТЗ — мы сами подберем технологию (SLA, SLS, FDM) и материалы, чтобы вы не переплачивали за избыточные характеристики. Вы получите образец, который на 100% соответствует вашим чертежам.
Снижайте издержки на НИОКР: стоимость промышленной 3D-печати начинается всего от 44 рублей за см³, что в десятки раз дешевле запуска пресс-формы.

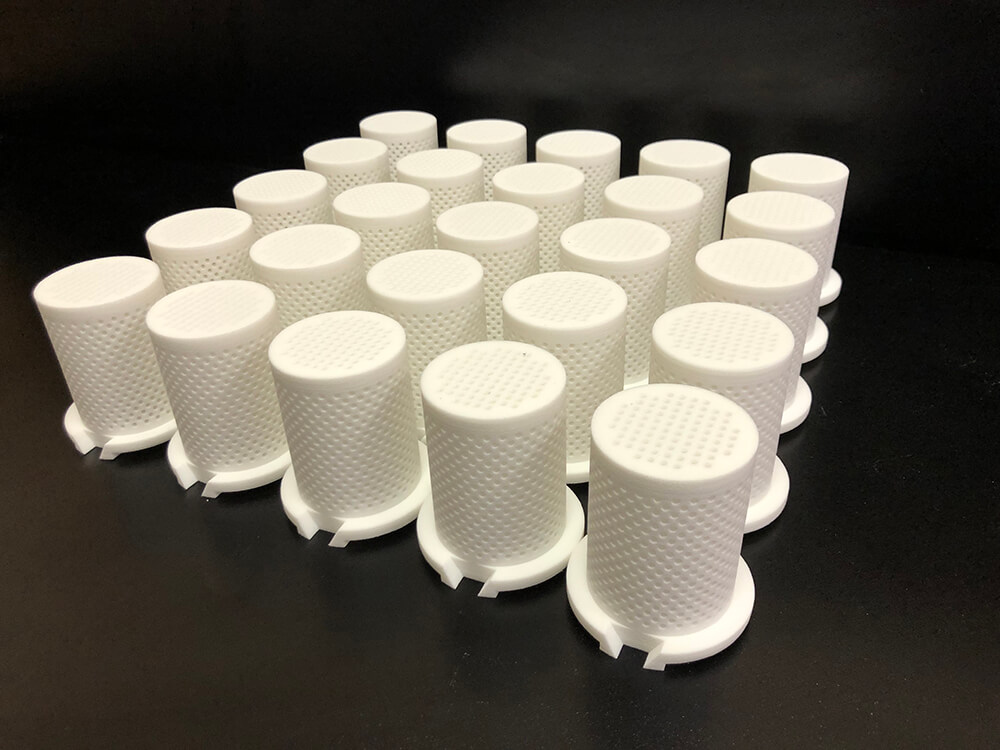
Обеспечили бесперебойную работу электроники при +130 °C, подобрав уникальный инженерный состав и точно настроив параметры печати.
Заказчику требовалась мелкосерийная партия сборных корпусов для специализированных отпугивателей насекомых. Приборы предназначены для защиты пальмовых плантаций в Объединенных Арабских Эмиратах. Главный вызов — эксплуатация под прямыми солнечными лучами в пустыне, где температура корпуса может достигать экстремальных значений.
Для реализации проекта был выбран высокотемпературный инженерный полимер. В отличие от стандартных пластиков, этот материал обладает повышенной температурой стеклования, что исключает поплывшую геометрию в условиях арабского лета.
Мы отказались от покраски в пользу использования пигментированного сырья, чтобы цвет не выгорал и не облезал под воздействием абразивного песка и ультрафиолета.

Запустили мелкосерийное производство корпусов 100 шт. с точностью сопряжения узлов до 0,1 мм, сэкономив заказчику бюджет на литьевые формы.


Компании, занимающейся разработкой беспилотных летательных аппаратов, потребовались корпуса для поворотных видеокамер — гироголовок. Основной вызов проекта заключался в необходимости обеспечить идеальную работу механических узлов вращения при сохранении возможности оперативного изменения конструкции.
Мы предложили использовать промышленную 3D-печать как основную технологию производства. Это позволило полностью отказаться от дорогостоящей оснастки и перейти к выпуску готовых изделий напрямую из цифровых моделей.
Для обеспечения жесткости и долговечности подвижных узлов был выбран ударопрочный инженерный пластик.

Произвели 1000 сложных деталей за 48 часов, обойдя технологические ограничения ЧПУ-фрезеровки и снизив себестоимость партии.

Заказчику требовалось оперативно изготовить крупную партию 1000 единиц небольших пустотелых тройников для пневматических систем. Традиционные методы производства, ЧПУ-обработка или литье, оказались либо чрезмерно дорогими, либо технически невозможными из-за специфики внутренней полости изделия.
Данная деталь является идеальным кандидатом для аддитивного производства. 3D-печать позволяет выращивать полые объекты как единое целое, исключая этапы сборки и склейки.
Мы выбрали технологию высокоскоростной печати, которая обеспечила необходимую плотность стенок для удержания давления воздуха.

Изготовили химически стойкий корпус со сложной геометрией, выдерживающий ежедневную дезинфекцию агрессивными составами.

Разработка и производство фронтальной панели для крупногабаритного медицинского оборудования. Аппарат предназначен для лабораторного анализа крови, что накладывает жесткие ограничения на материалы корпуса и точность исполнения стыковочных узлов.
Для проекта был выбран специализированный химически стойкий полимер, инертный к воздействию спиртов. Чтобы обеспечить идеальную гладкость криволинейной поверхности без длительной ручной шлифовки, мы применили метод высокоточной печати с оптимизированным позиционированием детали в камере, печать на ребре под определенным углом.
Это позволило минимизировать шаг слоя в критических местах изгиба.

Выпустили партию из 1000 изделий с интегрированной износостойкой маркировкой, адаптированной для тяжелых условий эксплуатации.
Изготовление крупной партии 1000 единиц защитных корпусов для носимых радиостанций, используемых сотрудниками РЖД. Главный вызов проекта заключался в необходимости обеспечить долговечность маркировки и органов управления при интенсивном ежедневном использовании в агрессивных погодных условиях.
Учитывая специфику работы железнодорожных служб, мы отказались от традиционных методов маркировки, таких как краска, лазерная гравировка или выпуклые элементы, которые со временем могут стереться или отломиться.
Было принято инженерное решение: символы физически врезаются, то есть углубляются, непосредственно в 3D-модель корпуса на этапе проектирования. Это гарантирует вечную читаемость обозначений, так как они являются частью самой структуры материала.

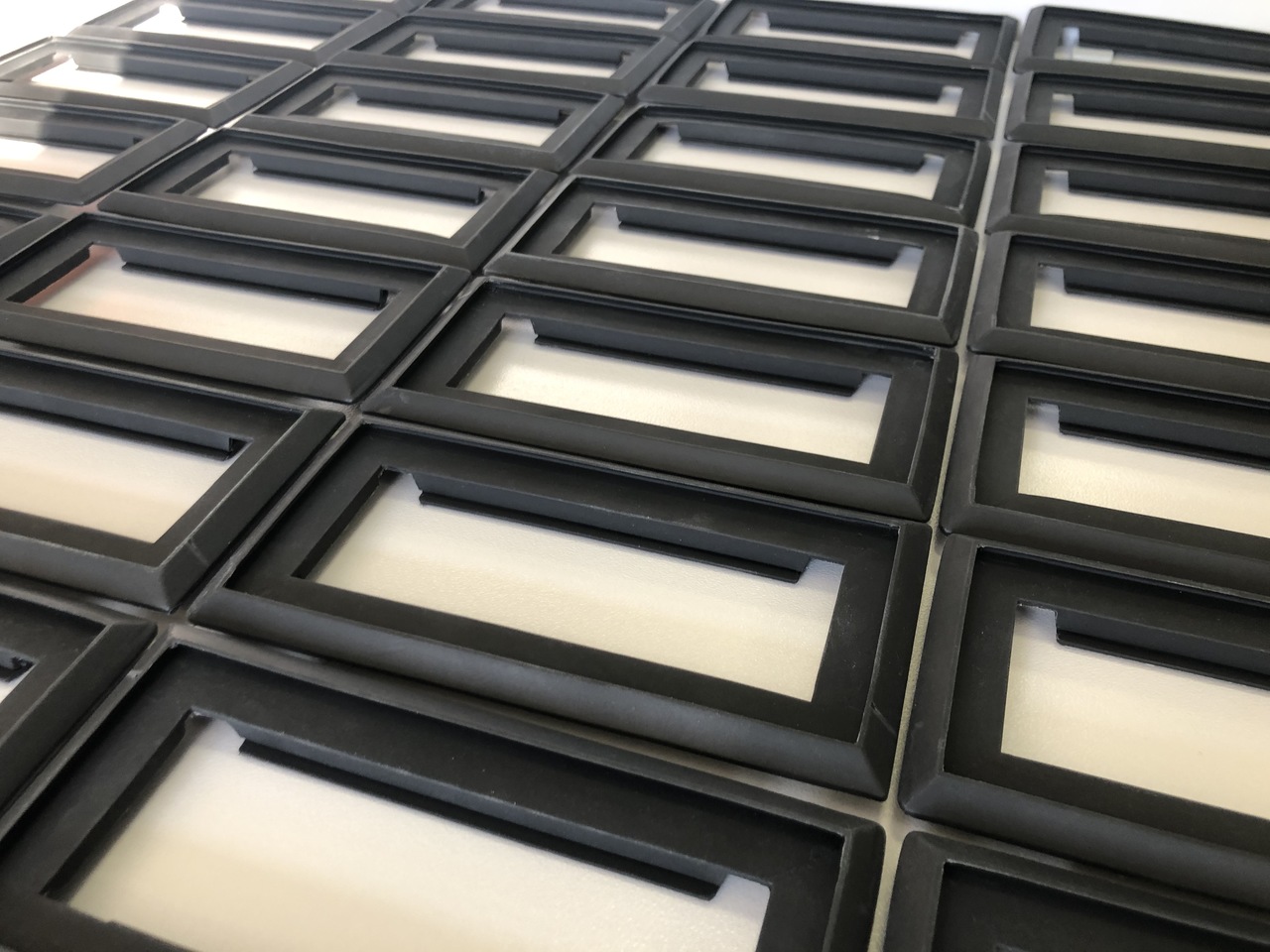
Изготовили партию из 10 000 защитных крышек с идеальным попаданием в цвет RAL 7035.

Обеспечение крупной партии защитных торцевых крышек для светильников, используемых в транспортной инфраструктуре, в метрополитене. Ключевой вызов — сочетание огромного тиража с жесткими требованиями к пожарной безопасности и эстетике.
Для реализации проекта была выбрана технология скоростного мелкосерийного литья. Мы подобрали инженерный полимер, который обладает свойствами самозатухания и высокой температурой деформации, что критично для закрытых пространств метрополитена.
Заказчик получил долговечные комплектующие, полностью готовые к монтажу. Использование специализированного пластика исключило риски плавления, а точное попадание в цвет обеспечило единство визуального стиля всей осветительной системы.

Изготовили партию негорючих корпусов с гарантированной термостойкостью до 130 °C для клиента из Челябинска.

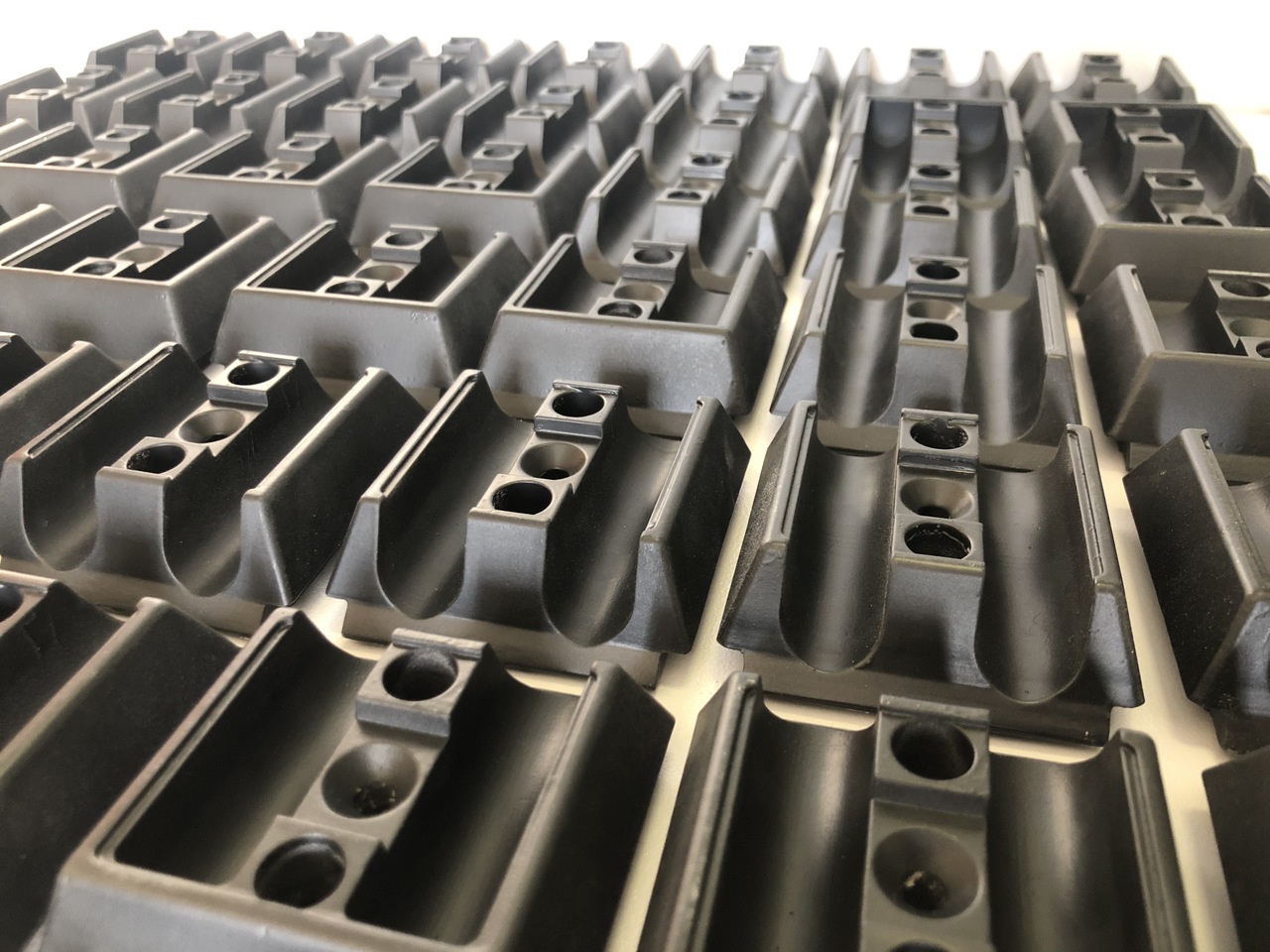
Производство партии сборных колодок контактов для систем промышленной защиты и автоматики. Главный вызов — обеспечить абсолютную пожарную безопасность изделия, которое работает в условиях постоянных температурных нагрузок и рисков возникновения дуги.
Для реализации проекта были отвергнуты стандартные пластики. Мы применили специализированный инженерный полимер с высоким классом огнестойкости. Это позволило совместить конструкционную прочность с требованиями МЧС и отраслевых стандартов для электрощитового оборудования.
Заказчик получил надежные изоляционные корпуса, которые успешно прошли внутренние испытания на термостойкость и пожарную безопасность. Изделия полностью готовы к эксплуатации в составе систем автоматики и соответствуют государственным стандартам безопасности.

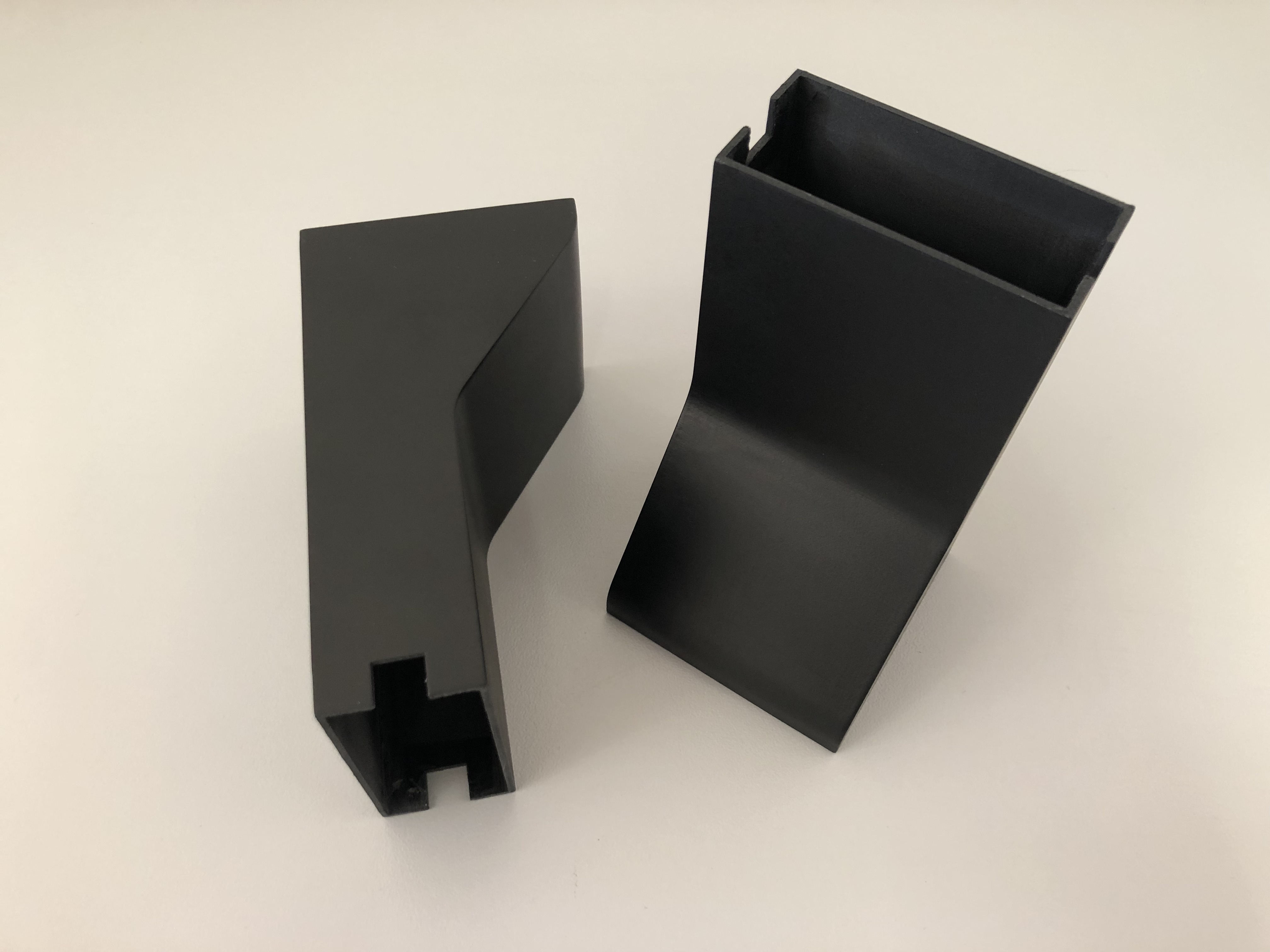
Реализовали сложную геометрию корпуса с высокоточной подгонкой защелок и разъемов.
Разработка и производство корпуса для нейро-медицинского устройства, предназначенного для длительного ношения на голове или ремне. Основная сложность заключалась в необходимости обеспечить плотное прилегание криволинейных поверхностей и надежную работу миниатюрных фиксаторов.
Для достижения идеальной работы механических узлов была выбрана комбинация высокоточной 3D-печати мастер-моделей и последующего литья в силиконовые формы. Это позволило добиться стабильной повторяемости деталей и необходимой эластичности пластика для работы встроенных защелок.
Заказчик получил компактный и презентабельный корпус с высокой механической прочностью. Точность исполнения позволила осуществлять сборку из коробки — все защелки и разъемы встают на свои места с характерным щелчком без дополнительной подгонки.

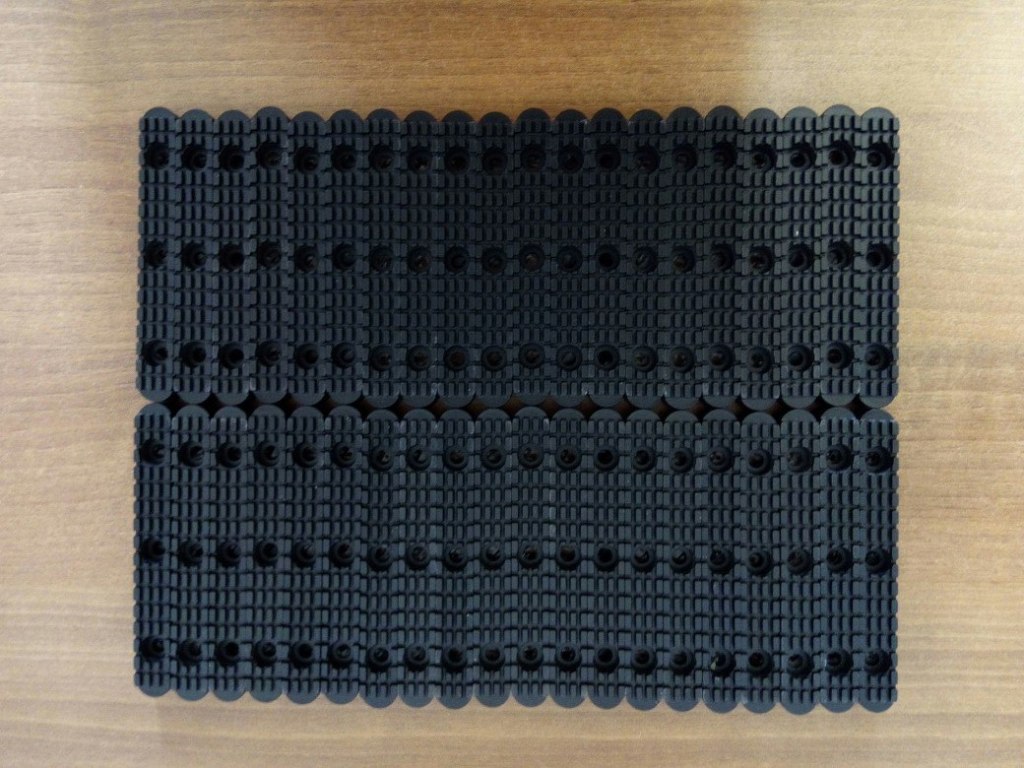
Оптимизировали габаритную конструкцию под Лего-сборку, значительно сократив расходы на производство и логистику.
Изготовление крупногабаритной спиральной направляющей для автоматизированной установки пробирок в лабораторное оборудование. Традиционная монолитная печать изделия такого размера была экономически невыгодной и сложной в транспортировке.
Вместо изготовления единой детали была разработана модульная система по принципу Лего. Конструкция была разделена на несколько идентичных сегментов со специальными замковыми соединениями, которые позволяют собирать бесконечную спираль любой нужной длины.

Изготовили крупногабаритные элементы с эффектом оргстекла, устойчивые к агрессивной солевой среде.
Производство прозрачных резервуаров и лицевых панелей для галогенераторов — приборов, создающих лечебный микроклимат в соляных пещерах и санаториях. Основной вызов заключался в необходимости сочетать большие размеры детали с идеальной прозрачностью и химической стойкостью.
Так как стандартная 3D-печать FDM не позволяет добиться монолитной прозрачности, была выбрана технология литья в силиконовые формы. В качестве материала использован оптически чистый полимер, который не мутнеет и не желтеет при контакте с солями.
Заказчик получил готовое изделие премиального качества, которое органично вписывается в интерьер современных спа-комплексов. Корпус обладает высокой прочностью и химической инертностью: он не трескается и не теряет прозрачность под воздействием агрессивных соляных растворов.

Создали партию уникальных рыболовных приманок с идеальной прозрачностью и повышенной стойкостью к нагрузкам.
Изготовление индивидуальной партии рыболовных воблеров с особыми визуальными характеристиками. Основной вызов заключался в том, чтобы добиться стеклянной прозрачности при сохранении высокой механической прочности, необходимой для использования в реальных условиях.
Для реализации задачи была выбрана технология литья из ударопрочного прозрачного полимера. В отличие от стандартных методов производства, этот материал сочетает в себе оптическую чистоту и вязкость, которая предотвращает раскалывание приманки при механических нагрузках.
Заказчик получил партию эксклюзивных воблеров, которые превосходят массовые аналоги по прочности и визуальной привлекательности. Приманки успешно прошли тесты на воде, подтвердив свою долговечность и эффективность.

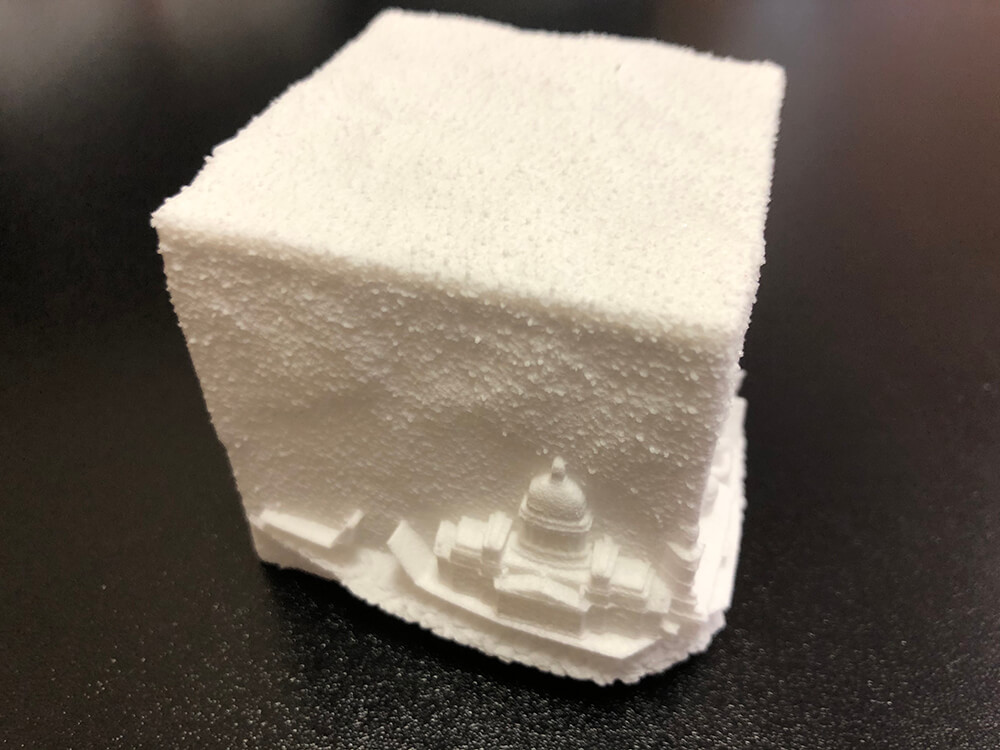
Сэкономили бюджет заказчика на этапе прототипирования, заменив дорогостоящую смолу на инженерный ABS-пластик без потери функциональности.

Создание полноразмерного прототипа крупного промышленного оборудования, центрифуги длиной более 30 см. Изделие предназначалось для презентации инвесторам и финальной проверки эргономики перед запуском серийного производства.
Мы предложили использовать технологию FDM с применением прочного ABS-пластика. Несмотря на естественную слоистость метода, он позволил создать объемные и прочные детали быстро и значительно дешевле альтернативных способов. Это удачное решение для макетов такого масштаба.

Оперативно изготовили полноразмерный прототип корпуса фары 475 х 240 х 44 мм для проверки геометрии и визуального объема.
Заказчику требовалось оперативно изготовить полноразмерный прототип корпуса фары для проверки геометрии и оценки визуального объема изделия. Основным приоритетом была минимальная стоимость реализации проекта при соблюдении точных габаритов.
Для минимизации затрат была выбрана технология FDM-печати, послойное наплавление пластика. Это позволило избежать расходов на создание дорогостоящих литьевых форм и мастер-моделей, которые не требовались на данном этапе проектирования.
Заказчик получил функциональный макет в размер в кратчайшие сроки. Бюджетное исполнение позволило провести необходимые тесты и согласовать дизайн изделия без существенных вложений на ранней стадии разработки.


Готовые файлы 3D моделей принимаем в следующих форматах: OBJ, STL, VRML2/97, PLY, 3DS
Цветные модели в форматах: OBJ
Текстуры лучше отправлять отдельным файлом в формате: GIF, JPG, PNG
Если вы еще не сделали 3D-модель для печати, мы с удовольствием выполним это за вас по вашему готовому образцу, фотографии, чертежу или эскизам.
Да. Можно сделать полную точную копию любой детали.
С помощью 3D сканирования создается точная цифровая 3D-модель вашей детали, которая и отправляется на 3D принтер для печати.
В своей работе мы используем только профессиональные 3D принтеры и оборудование. Высокая скорость и точность печати, а также максимальная надежность наших 3D принтеров позволяют снизить себестоимость всех видов 3D печати. Благодаря этому мы держим минимальные цены на рынке для своих услуг.
Обратиться к нам выгодней, чем покупать свой 3D принтер даже для серийного производства.
Компании из разных отраслей выбирают нас за точность сроков и качество деталей — а не за обещания
Благодарственные письма от компаний, с которыми работаем больше года
Технические PDF по основным материалам и составам — открываются полностью по клику
Запускайте новые изделия быстрее конкурентов с помощью промышленной 3D-печати и быстрого прототипирования.
Центр аддитивных технологий NKTech3D — это ваша возможность получить готовую деталь или мелкосерийную партию без многомиллионных вложений в оснастку. Мы закрываем полный цикл: от 3D-сканирования изношенных деталей до производства функциональных узлов из инженерных пластиков и смол.
Специализируемся на создании объектов любой сложности. Если у вас нет чертежа — мы сделаем реверс-инжиниринг. Если вам нужна серия — предложим литье в силиконовые формы. Центр NKTech3D позволяет сократить время выхода вашего продукта на рынок на 30–50% за счет оперативной итерации прототипов.
Каждый проект проходит проверку нашими инженерами на технологичность перед печатью. Это исключает брак и гарантирует, что деталь «встанет» в ваш узел без доработок напильником.
NKTech3D — это не просто студия печати, а полноценный производственный партнер для КБ, заводов и стартапов. Мы создаем корпуса приборов, детали станков, элементы тюнинга и медицинские прототипы. Наше оборудование работает 24/7, чтобы вы получили результат точно в срок. Находимся в Санкт-Петербурге, но доставляем заказы по всей России — от Калининграда до Владивостока.
Нужен точный расчет стоимости? Загрузите вашу модель в калькулятор или свяжитесь с инженером. Мы подготовим смету за 15 минут.
Санкт-Петербург, пр. Тореза д.68 лит. Д;
Работаем: c 10 до 19 Пн - Пт






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}